


Lors de la granulation dans une machine à fabriquer des granulés d'aliments pour animaux, il arrive que certains granulés présentent des couleurs différentes, un phénomène communément appelé « granulés en forme de fleur ». Ce problème est fréquent dans la production d'aliments aquatiques et se manifeste principalement par une couleur plus foncée ou plus claire que les autres particules extrudées de la filière annulaire, ou par une couleur de surface irrégulière, ce qui affecte l'aspect général du lot.

Les principales raisons de ce phénomène sont les suivantes :
a)La composition des matières premières pour l'alimentation animale est trop complexe, avec trop de types de matières premières, un mélange inégal et une teneur en humidité inconstante de la poudre avant le traitement des particules d'alimentation.
b)La teneur en humidité des matières premières utilisées pour la granulation est variable. Lors de la production d'aliments aquatiques, il est souvent nécessaire d'ajouter une petite quantité d'eau au mélangeur afin de compenser la perte d'eau des matières premières après broyage ultrafin. Après mélange, le mélange est envoyé au conditionneur pour le tempérage. Certains fabricants d'aliments pour animaux utilisent un procédé trop simpliste : ils introduisent directement les ingrédients nécessaires à la formule dans le mélangeur et ajoutent suffisamment d'eau, au lieu de suivre un processus d'ajout lent et précis, conforme aux exigences professionnelles. De ce fait, il leur est difficile d'assurer une répartition homogène des ingrédients en termes de solubilité dans l'eau. Lors du traitement de conditionnement de ces ingrédients mélangés, l'efficacité du conditionneur ne permet pas une dispersion rapide et uniforme de l'humidité. Par conséquent, la maturité des aliments transformés sous l'action de la vapeur varie considérablement d'une zone à l'autre, et la hiérarchie des couleurs après granulation est peu marquée.
c)Dans la trémie de granulation, on trouve des matériaux recyclés ayant subi plusieurs granulations. Après refroidissement et tamisage, les granulés obtenus ne peuvent être transformés en produit fini. La poudre fine ou les particules fines tamisées sont souvent réintégrées au processus de production pour une nouvelle granulation, généralement dans un mélangeur ou en attente de leur acheminement vers le silo de granulation. Ce type de matériau recyclé étant reconditionné et granulé, un mélange hétérogène avec d'autres matières auxiliaires ou avec des particules fines issues du recyclage peut parfois produire des impuretés (« fleurs ») pour certaines formulations d'aliments pour animaux.
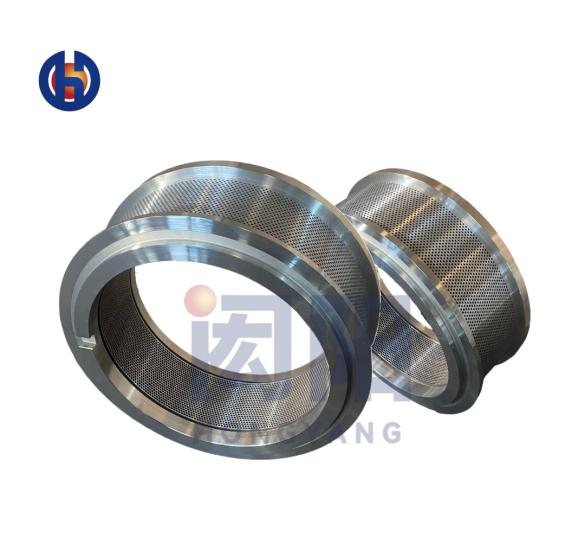
d)La régularité de la paroi interne de l'orifice de la filière annulaire est inégale. Cette irrégularité de surface engendre des variations de résistance et de pression d'extrusion, provoquant des changements de couleur non uniformes. De plus, certaines filières annulaires présentent des bavures sur les parois des petits orifices, susceptibles de rayer la surface des particules lors de l'extrusion et d'entraîner des variations de couleur entre les particules.
Les méthodes d'amélioration pour les quatre causes de formation de « matériaux de remplissage » mentionnées ci-dessus sont désormais bien définies. Elles consistent principalement à contrôler l'homogénéité du mélange de chaque composant de la formule et celle de l'eau ajoutée ; à améliorer les performances de trempe et de revenu pour réduire les variations de couleur ; et à contrôler les résidus de broyage. Pour les formules sujettes à la formation de « matériaux de remplissage », il est préférable de ne pas granuler directement les résidus de broyage. Ces derniers doivent être mélangés à la matière première puis broyés à nouveau. Enfin, il convient d'utiliser des filières annulaires de haute qualité pour contrôler la régularité des orifices et, si nécessaire, de les rectifier avant utilisation.
Il est recommandé d'utiliser un conditionneur différentiel biaxial à deux couches et un conditionneur à double enveloppe à deux couches, avec un temps de trempe de 60 à 120 secondes et une température de trempe supérieure à 100 °C. La trempe est uniforme et performante. L'utilisation d'une prise d'air multipoint augmente considérablement la section de passage du matériau et de la vapeur, améliorant ainsi la maturité du matériau et l'efficacité de la trempe et du revenu. Le tableau de bord numérique et le capteur de température affichent la température de conditionnement, permettant un contrôle aisé à tout moment.
Informations de contact du support technique:
WhatsApp : +8618912316448
E-mail:hongyangringdie@outlook.com
Date de publication : 26 juillet 2023








